Структура баннерной ткани
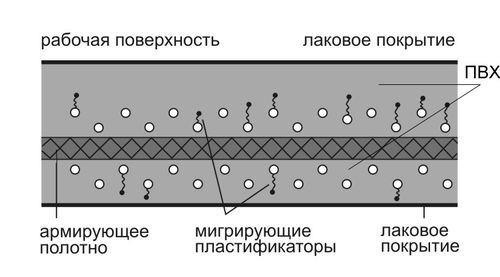
Баннерная ткань представляет собой ПВХ-полотно (которое может содержать пластификаторы и другие добавки), армированное сеткой из полиэстерной нити, может иметь лакированное покрытие с одной стороны или с обеих сторон, с глянцевой или матовой рабочей поверхностью.
Характеристики полиэстерной нити
Одной из характеристик полиэестерной нити является ее линейная плотность, которая измеряется в тексах (tex) — масса в граммах 1000 метров пряжи:
1 tex = 1 г/1000 м или 1 Dtex = 1 г/ 10 000 м,
где децитекс (Dtex) — это единица измерения для непрерывных нитей до этапа прядения.
Основные нити, или основа (warp), располагаются по длине полотна, уточные нити, или уток (felt), — перпендикулярно его длине.
В баннерных тканях обычно указывают линейную плотность нити основы и утка в виде:
плотность основы (warp) Х плотность утка (felt), Dtex
К примеру, характеристика ткани 1100х1100 Dtex обозначает, что в основе ткани и в утке используется нить c с линейной плотностью 1100 Dtex.
Существуют различные способы плетения ткани из полиэстерной нити. В баннерных тканях в основном используют 2 разновидности плетения текстильной основы:
Woven — «волнистый» тип переплетения, представляет собой правильную «рогожку», простое и плотное плетение. Оно обеспечивает высокую прочность и однородность ткани.
Warp knit — это одно- или двухфонтурное основовязаное плетение, которое чаще используется для производства виниловых тканей, имеет лучшую диагональную стабильность. Этот вид плетения имеет дополнительные нити, которые вплетаются в сетку между расположенными под углом 90° нитями.
Одним из параметров является количество ниток на 1 см, которое указывается в виде:
кол-во ниток на 1 см основы Х кол-во ниток на 1 см утка
Пластификаторы
Поливинилхлорид, из которого изготавливаются виниловые технические ткани, как полимер в своем исходном состоянии весьма твердый и не эластичный материал. Чтобы придать ПВХ-сырью те привычные нам мягкие и податливые свойства, поливинилхлорид размягчается при температуре, после чего в него добавляют специальные присадки, называемые пластификаторами. Пластификаторы тщательно смешивают с ПВХ-массой, однако они по своей природе не могут смешиваться с полимерами так, как, например, смешивается сахар с водой. По физическим свойствам пластификаторы напоминают маслообразные жидкости. Эти, проще говоря, масла просто физически не могут стать составной частью полимера на молекулярном уровне, что, в конечном итоге, приводит к серьёзным проблемам. Со временем, а в условиях повышенной температуры особенно, пластификаторы начинают покидать массу поливинилхлорида или, как говорят, мигрировать. Пластификаторы из всей толщи ПВХ-ткани постепенно начинают уходить к поверхностям. Покидание пластификаторов из массы ПВХ приводит сразу к двум проблемам.
Во-первых, с уменьшением массы пластификатора ПВХ-полимер постепенно приходит к своим первоначальным свойствам жёсткости и не эластичности. Другими словами, плёнка или другой ПВХ-материал становятся хрупкими;
Во-вторых, поверхность материала становится грязной и маслянистой на ощупь. Эта проблема главным образом виниловых тканей, масса ПВХ-полимера (а, значит и пластификаторов) которых на квадратный метр значительно больше, чем у тонких плёнок. Многие замечали, что старую ПВХ-ткань (тент автомобиля, клеёнка и т.д.) очень трудно отмыть от грязи. На самом деле грязь буквально въедается в слой пластификатора, выступившего на поверхность. Причём количество парящего, как говорят профессионалы, пластификатора является в основном функцией его толщины и в меньшей степени зависит от производителя, марки и т. п.
Прогресс химии полимеров последних десятилетий позволил сделать существенный скачок в качестве материалов. В последние годы благодаря качественным пластификаторам и особым технологическим приёмам, удалось добиться чрезвычайно малых уровней миграции пластификаторов на поверхность материала. В результате, материалы живут дольше и менее активны к окружающей среде.
Методы производства баннерных тканей
Ламинирование (ламинированный баннер)
Материал изготавливается методом спекания в ламинирующей машине (Lamination Machine) трех слоев — армирующей сетки в середине и двух ПВХ-пленок по бокам путем проката через горячие валы с определенной температурой.
Ламинированные баннерные ткани — дешевле в производстве и в продаже, имеют почти совершенно гладкую поверхность и значительно меньший фактор миграции пластификаторов, что не требует их лакирования. Зато ламинированные ткани в среднем имеют меньший срок жизни на улице (как правило 3 года) из-за того, что подвержены воздействию влаги, грибка и ухудшению прочностных характеристик со временем. Эти ткани — для краткосрочных применений, где важна низкая цена.
 Каландр
Каландр
 Ламинирующая машина
Ламинирующая машина
 Лакировочная машина
Лакировочная машина
Литье (литой баннер)
Армирующая сетка обмазываеся (облицовывается, обливается, заливается) жидким ПВХ-раствором. Причем заливаемое ПВХ не обязательно должно быть жидким, на сегодняшний день есть технологии позволяющие заливать сетку пастообразным ПВХ, что улучшает конечные свойства материала. Толщина и гладкость покрытия регулируется с помощью специальных ножей, устанавливающихся компьютером на определенной высоте. Далее материал запекается в печи.
Литые баннерные ткани — это материалы долгого срока службы — более 5 лет.
За счет того, что влага и грибок не способны проникнуть в армирующую основу материала, он способен служить на улице долгие годы. Вместе с тем, вследствии своего способа производства, такие материалы должны иметь лаковый барьерный слой, препятствующий миграции пластификатора (способного разрушать картинку) на поверхность. Эта особенность и сам метод производства делают обливные материалы несколько дороже.
