Вспененный ПВХ является одним из наиболее популярных пластиков, используемых в рекламе. Это связано с такими его свойствами, как качество поверхности, сочетание жесткости, легкости, которые достигаются благодаря его вспененной структуре. Вспененные ПВХ листы получили такое название из-за пористой внутренней структуры, которую специально получают при экструзионном производстве листов. Вспененный листовой ПВХ представляет собой термопластичный материал, состоящий из комплекса компонентов.
1. Обработка вспененного ПВХ на станках
Листы SIMOPOR и SIMOPOR-LIGHT легко обрабатываются на станках путем стружкообразования. Данные по распиловке и сверлению приблизительно такие же, как у стандартного жесткого ПВХ.
Распиловка (ленточной, дисковой пилой)
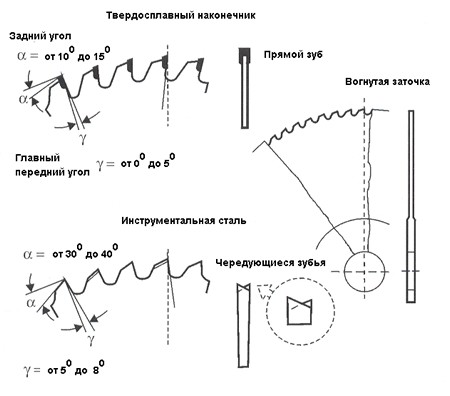
Для циркулярных пил рекомендуется использование чередующейся геометрии зубьев (плоский зуб – трапециевидный зуб).
| Главный передний угол γ | 0-5o HM 5-8o SS |
|---|---|
| Шаг зуба, мм | 2-8 |
| Скорость резки, м/мин | до 4000 (дисковая пила) до 2000 (ленточная пила) |
| Подача листа | 0,1 — 0,3 мм/оборот |
| (*) HM — для пилы с твердосплавным наконечником (**) SS — для пилы из инструментальной стали | |
Для обеспечения чистых краев реза и во избежание разрушения края, необходимо укреплять лист, чтобы он не подвергался вибрации. Это особенно важно для тонкого материала толщиной до 3мм.
При распилке лобзиком используйте только неразведенные пилы. Ручная подача материала должна быть с постоянной медленной скоростью.
Сверление
При глубине отверстия свыше 5 х d (диаметр отверстия) рекомендуется многократно извлекать сверло из отверстия для удаления стружки.
При диаметре отверстия более 10мм рекомендуется предварительное сверление меньшим диаметром. Отверстия диаметром более 20мм целесообразно сверлить сверлами с двойными резцами и направляющими цапфами, а отверстия диаметром свыше 40мм — кольцевыми сверлами.
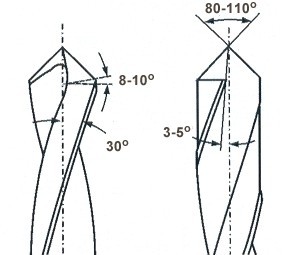
| Задний угол α | 8-10o |
|---|---|
| Угол винта β | 30o |
| Передний угол (сход стружки) γ | 3-5o |
| Угол между режущими кромками | 80-110o |
| Скорость резки | 30-80 м/мин |
| Подача сверла | 0,1-0,5 мм/оборот |
2. Придание формы
Резка гильотинными ножницами
SIMOPOR можно резать как на автоматической, так и на ручной гильотине. Листы толщиной до 3 мм должны иметь температуру материала ~ 20-30o C . Для листов SIMOPOR (от 3 мм и выше) и SIMOPOR — LIGHT (от 6 мм и выше) рекомендуется использование так называемых профилирующих ножей (напр., Korn — Sallmetall GmbH , 42781 Haan — Gruiten ). В данном случае резка гильотинными ножницами не рекомендуется, т.к. при указанных толщинах лист расплющивается из-за вспененной текстуры.
Перфорирование
Наиболее удобными инструментами считаются те, что имеют формы верхнего и нижнего штампов. Можно использовать дырокол, но он должен быть острым.
Качество кромки реза зависит как от остроты инструмента, так и от толщины листа. При работе с тонкими (до 3 мм) листами рез получается острее, чем в листах толщиной до 6 мм. Как и при порезке гильотинными ножницами, температура материала должна составлять около 20-30o C.
Опыт показывает, что вырубные штампы из стальных линеек дают лучшие результаты в сравнении с другими типами штампов.
Гвозди и шурупы
SIMOPOR является очень прочным материалом. Это дает возможность вставлять в него гвозди и шурупы без предварительной подготовки. Особенно подходят пластиковые болты и крепежи.
Гибка неконтактным нагревом
В данном процессе рекомендуется нагревать обе стороны. Ширина зоны нагрева должна быть приблизительно в 2-3 раза больше ширины стенки и расстояние между лампами и листом должно быть подобрано к необходимому углу и радиусу гибки. При гибке листов толщиной до 10 мм получаются хорошие результаты.
3. Сварка
Дисковое и высокоскоростное сварочное сопло
В качестве рабочего материала используется прямоугольный брус, изготовленный из SIMOPOR / SIMOPOR — LIGHT (вырезанный из листа).
| Воздушный поток | около 40-45 литров/мин |
|---|---|
| Температура | 340oC |
В месте сварки нагретым газом на поверхности SIMOPOR / SIMOPOR — LIGHT может появиться пожелтение. Однако этот эффект не влияет отрицательно на механические свойства шва.
Стыковая сварка нагревательным инструментом
| Температура | 200-220oC |
|---|---|
| Прижим | 0,07 Н/мм2 |
| Давление сварки | 0,2 Н/мм2 |
| Фактор сварки | 0,5 |
Угловая сварка
| Оптимальная глубина проникновения | 0,75 толщины стенки |
|---|---|
| Температура | 200-220oC |
Важно: короткие временные промежутки проникновения по сравнению со сплошным ПВХ.
Гибка неконтактным нагревом
В данном процессе рекомендуется нагревать обе стороны. Ширина зоны нагрева должна быть приблизительно в 2-3 раза больше ширины стенки и расстояние между лампами и листом должно быть подобрано к необходимому углу и радиусу гибки. При гибке листов толщиной до 10 мм получаются хорошие результаты.
Смотрите также раздел «Методики сваривания термопластичных полимеров».
4. Склеивание
SIMOPOR/ SIMOPOR-LIGHT склеиваются также эффективно, как и другие материалы производства SIMONA: PVC-CAW, PVC-MZ, PVC-HSV, PVC-D, PVC-GLAS.
Клея для ПВХ производят высокопрочные соединения, благодаря высокой полярности полимера. Однако, всегда следует обращать внимание на инструкцию производителя адгезивов по вопросу подготовки поверхностей для соединения. Соединяемые поверхности должны быть всегда очищены от пыли, масел или жиров. Для очистки следует пользоваться стандартными метилированными спиртами, но не агрессивными сольвентами (например, MEK).
Могут использоваться следующие клея:
Клея на солвентной основе
Обычно на основе тетрагидрофурана или метиленхлорида. Клея на солвентной основе подходят только для соединений SIMOPOR/ SIMOPOR-LIGHT и других ПВХ материалов. Они имеются как не пигментированные, так и в форме с белым пигментом для визуального улучшения клеевого соединения. (например, Cosmofen компании Weiss).
Контактные клея
Зачастую на основе полихлорпрена, нитриловой резины или других синтетических резин. Контактные клея идеально подходят для ровных поверхностей, даже для склеивания с другими материалами, такими как дерево, при условии умеренной механической или термической нагрузки.
Двухкомпонентные реакционные клея
Главным образом, на основе эпоксидной резины (ЭР), ПММА или PUR. Двухкомпонентные клея на основе PUR прочнее, чем на основе ЭР или ПММА и выполняют высокопрочное соединение. Этот тип клея идеален для соединения SIMOPOR/ SIMOPOR-LIGHT с различными типами материалов, такими как камень, металл, керамика, дерево и др.
Однокомпонентные реакционные клея
Обычно на основе цианоакрилата (напр., мгновенные адгезивы). Эти адгезивы выполняют соединение, которое достигает своей высшей силы в течение очень короткого промежутка времени.
Клеящие пленки
Клеящие пленки без основы, произведенные из дисперсионных клеев, рекомендуются для ламинирования SIMOPOR/ SIMOPOR-LIGHT с фотографической бумагой, постерами и пр. (см. раздел «Самоклеющие пленки MACtac»).
Двухсторонние самоклеющиеся ленты (скотчи)
Скотчи обеспечивают соединение относительно небольшой прочности и используются, главным образом, для сборочных работ или для плоских соединений без механического и термического напряжения. (см. ленты Lohmann).
5. Вакуумное формование
Листы SIMOPOR/ SIMOPOR-LIGHT можно использовать для переработки на всех современных вакуум-формовочных машинах.
В листе 3 мм и выше рекомендуется, чтобы обе стороны были нагреты. Это сокращает время нагревания и гарантирует ровный нагрев в поперечном сечении. В процессе нагревания лист должен поддерживаться сжатым воздухом. Термоформовочная машина должна быть защищена от сквозняков.
Приблизительные данные по нагреванию SIMOPOR/ SIMOPOR-LIGHT:
| Термоформовочная машина | Мощность верхнего и нижнего нагревателей | ~ 20 кВ/м2 |
| Положение мощности нагревателя | 75% | |
| Расстояние между листом и нагревателем | ~ 200 мм | |
| Температура формовки материала | ~ 160 — макс. 170o C | |
| Время нагрева | для стенки толщиной 3 мм | ~ 38 сек. |
| для стенки толщиной 6-10 мм | ~ 65 сек. |
Для больших толщин стенок рекомендуется, чтобы листы были предварительно нагреты в печи до 60o C (более короткое время цикла, избежание изменений цвета).
По сравнению с PVC-CAW (листы невспененного ПВХ) время нагрева SIMOPOR/ SIMOPOR-LIGHT приблизительно на 40% меньше.
Инструмент
Инструмент должен быть выполнен из того же материала, что и тот, который применяется при работе с другими термоформуемыми пластиками. Вакуумные каналы должны иметь диаметр ≤ 1мм.
В случае вспененного материала с закрытой поверхностью (как для SIMOPOR) существует риск разрушения поверхности во время термоформовочного процесса. Во избежание этого следует четко придерживаться следующих правил:
- — Коэффициент растяжения поверхности в пределах от 1:1,5 до максимум 1:2
- — Радиусы изгиба краев по меньшей мере в 3-5 раз больше толщины листа
- — Температура формы около 50o C
Термоформование SIMOPOR/ SIMOPOR-LIGHT возможно методами позитивной и негативной формовки. При позитивной формовке можно добиться более ровного распределения толщины стенки, т.к. здесь возможно предварительно растянуть нагретый лист. При этом процессе важно убедиться, что форма имеет уменьшение поперечного сечения около 5o для обеспечения возможности нормального снятия готового изделия с формы.
Смотрите также раздел «Методики формования термопластичных полимеров».
6. Обработка поверхности
Печать
Печать на SIMOPOR/ SIMOPOR-LIGHT может осуществляться ПВХ — совместимыми печатными красками теми же методами, которые применяются для сплошного жесткого ПВХ. Чаще используется шелкотрафаретный способ печати.
Перед печатью поверхность должна быть очищена и обезжирена.
Листы SIMOPOR/ SIMOPOR-LIGHT были тестированы на пригодность для печатания, в том числе на адгезию красок и устойчивость к истиранию, ведущими производителями красок для трафаретной печати. Однако, из-за меняющихся требований в современной трафаретной печати, полученные положительные результаты не означают, что заказчику не следует проводить собственные испытания. На SIMOPOR/ SIMOPOR-LIGHT можно печатать «новыми» способами (например, цифровая печать солвентными или УФ-чернилами, печать термопереносом).
Лакирование
Адгезия лаков с SIMOPOR/ SIMOPOR-LIGHT превосходная. Следует использовать лаки на ПВХ-, акриловой или PUR основе с применением всех существующих способов нанесения.
Покрытие
SIMOPOR/ SIMOPOR-LIGHT могут быть покрыты самоклеящейся, декоративной или другой пленкой, изготовленной из различных материалов.
7. Наружное использование
Устойчивость при наружном использовании
Листы SIMOPOR, SIMOPOR LIGHT, PVC-Z и COPLAST стабилизированы для наружного использования. При этом они не содержат вредных стабилизаторов, в частности, кадмия и свинца. В климатических зонах центральной Европы материалы успешно используются вне помещений на протяжении многих лет. Белые листы практически не выцветают под действием ультрафиолета. В южных регионах применение материала имеет ограничения в связи высокой солнечной активностью.
Влияние цвета
Листы темного цвета (окрашенные или с нанесенной пленкой) поглощают намного больше тепла, чем светлые листы, что ограничивает их наружное использование. Например, в районах Центральной Европы температура темного листа может достигать значений в 2 раза выше температуры окружающего воздуха. На графике ниже приведена зависимость температуры листа в жаркий летний день от времени суток для разных цветов поверхности. Хорошо видно, что чем темнее лист, тем выше его температура.
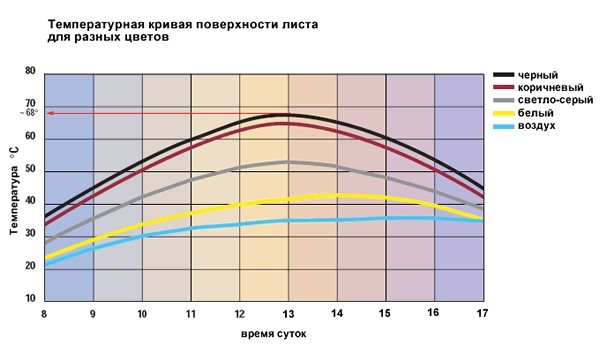
Таким образом, листы вспененного ПВХ, используемые на улице, должны иметь светлые оттенки. Светлые изделия имеют следующие преимущества:
- — Более низкая температура листа
- — Меньшее термальное расширение
- — Выше срок службы
Изменение линейных размеров
При наружном использовании листы ПВХ подвергаются значительным перепадам температуры и существенно меняют свои линейные размеры, поскольку ПВХ обладает сравнительно высоким коэффициентом теплового расширения α = 0,08 мм/(м х oС). Тепловое изменение длины листа может быть рассчитано следующим образом:
ΔL = L x α x Δt, мм,
где ΔL – изменение длины листа, мм; L – длина листа, м; Δt – перепад температуры поверхности листа, oС (как было указано выше, температура поверхности во многом зависит от цвета листа и может значительно отличаться от температуры воздуха).
Пример:
Лист белого цвета формата 1 х 3 метра. Минимальная температура поверхности зимой -20o С. Максимальная температура поверхности летом +45o С. Разница температур 65o С.
Изменение длины ΔL = L x α x Δt = 3 х 0,08 х 65 = 15,6 мм.
Изменение ширины ΔL = L x α x Δt = 1 х 0,08 х 65 = 5,2 мм.
Базовая температура, которая берется для расчетов, — это температура, при которой происходит монтаж изделия. Увеличение температуры ведет к расширению листа, уменьшение – к сжатию.
Крепление
Изменение линейных размеров листов ПВХ необходимо учитывать при их креплении. В частности, задняя вентиляция листов снижет поглощение ими тепла и соответствующее тепловое расширение. При креплении к стенам, необходимо предусмотреть пространство для вентиляции не менее 2-4 см глубиной. Необходимое пространство можно реализовать, например, с помощью реечной системы.
При конструировании больших рекламных щитов рекомендуется использовать COPLAST толщиной 10-19мм.
Свободностоящие конструкции должны усиливаться для сопротивления ветровым нагрузкам.
Вывески, которые закреплены путем подвешивания, рекомендуется усиливать по краям, например, металлическим U – образным профилем, для компенсации небольших напряжений, возникающих в процессе экструзии.
Фиксация винтами
При креплении винтами важно обеспечить, чтобы лист имел возможность увеличиваться и уменьшаться в размерах при изменении температуры. Для этого в листе просверливаются круглые или продольные отверстия с компенсирующими зазорами.
Рекомендуется использовать винты с полукруглой головкой. Винты с потайной головкой использовать нельзя. Необходимо использовать достаточно большие шайбы, чтобы винт не проваливался в увеличенное отверстие.
При крепеже листов ПВХ внутри помещений достаточно обеспечить диаметр отверстия на 1-2 мм больше диаметра винта.
Расчеты крепления винтами
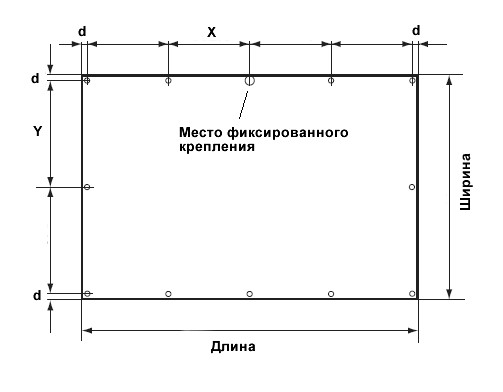
При расчете размеров отверстий и мест их расположения при креплении винтами необходимо учитывать следующее:
- 1. Расстояние между крепежными винтами (X,Y) выбираются в зависимости от толщины листа согласно таблицы:
- 2. Расстояние d от центра отверстия до края листа должно быть в 2,5 раза больше диаметра отверстия.
- 3. В месте фиксированного крепления диаметр отверстия = «диаметр стержня винта» + 2 мм. При диаметре стержня 5 мм диаметр фиксированного отверстия = 7 мм.
- 4. В местах крепления, позволяющих тепловое движение листа, используются круглые отверстия (при длине листа до 1,5 м) либо продольные отверстия (при длине листа свыше 1,5 м).
- 5. Диаметр круглых отверстий = «диаметр стержня винта» + «тепловое изменение длины листа»/2. (деление на 2 используется, поскольку движение материала делится пополам в двух направлениях от места фиксированного крепления). Например, при диаметре стержня 5 мм и длине белого листа 1 м (см. примера расчета выше) диаметр отверстия = 5 + 5,2/2 = 5+2,6 ≈ 8 мм.
- 6. Размеры продольных отверстий определяются следующим образом. Длинная сторона отверстия (параметр b) располагается вдоль направления экструзии материала. Расширение материала перпендикулярно направлению экструзии менее выражено. Поэтому параметр a при ширине листа до 1 м может быть выбран по формуле «диаметр стержня винта» + 3 мм. Параметр b = «диаметр стержня винта» + «тепловое изменение длины листа»/2. При формате белого листа 1х3 метра и диаметре винта 5 мм параметр а = 5+3 = 8 мм, параметр b = 5+15,6/2 ≈ 13 мм.
| Толщина листа | Расстояние между винтовыми соединениями |
|---|---|
| 2 мм | ≈ 150 — 200 мм |
| 3 мм | ≈ 200 — 300 мм |
| 4 мм | ≈ 400 — 500 мм |
| свыше 4 мм | ≈ 500 мм |
Фиксация профильными системами
Крепление листов вспененного ПВХ возможно при помощи металлических U – образных профилей. Подобная система очень подходит для монтажа больших фасадных вывесок. При данном способе фиксации также необходимо учитывать эффект теплового изменения размеров листа и организовывать заднюю вентиляцию.